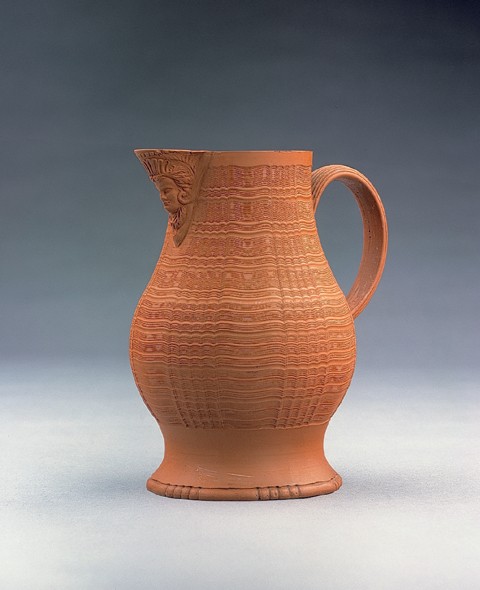
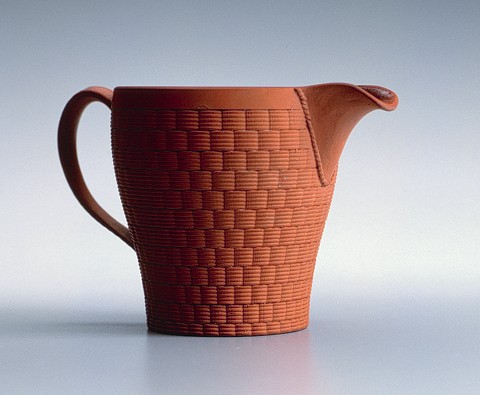
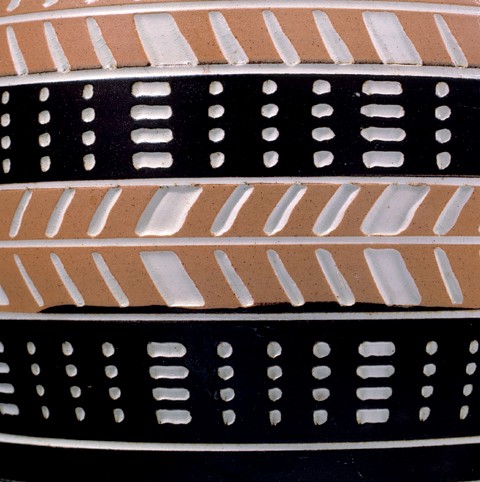
Sometime prior to 1770 a complicated machine known as the engine-turning lathe began to be used to produce surface decorations on earthenware and stoneware in England. By cutting shallow regular patterns into the leather-hard surface of pots as they rotated slowly on this machine, turners in the potteries embellished wares with remarkable precision. This ingenious machine produced extraordinary, geometrically exact flutes and ribs as well as graphically exciting patterns visible through the play of light or by the contrast of colored slips.
We can attribute the development of engine-turned earthenwares and stonewares to Josiah Wedgwood based on surviving letters he sent to his friend and eventual partner, Thomas Bentley. Wedgwood was fascinated by the engine-turning lathe he had seen at Matthew Boulton’s Soho metal-working facility in Birmingham in 1763. He was intrigued by the possibilities that such a machine might hold for use on pottery.[1] In a letter to John Wedgwood dated July 6, 1765, Josiah Wedgwood wrote that “I shall be very proud of the honour of sending a box of pattns to the Queen, amongst which I intend sending two setts of Vases, Creamcolour engine turn’d, & printed.”[2]
Recently, evidence has been published of the even earlier use of an engine-turning lathe on porcelain in London at the Chelsea factory.[3] The Chelsea objects under discussion were probably press-molded using molds created by incorporating engine-turned segments in the original master model, rather than by the process described in this paper. The lathe used for creating those components was significantly different from the lathe described here and was not designed for ceramic production. The possibility remains that another potter (or potters) was involved in similar explorations before or even during Wedgwood’s experiments. If there are any written notations, letters, or other documents regarding those explorations, they have not come to light.
The engine-turning lathe used with wood and metal differs in its construction and operation from the lathe adapted for ceramic use under Wedgwood’s direction. Simple turning lathes had been used for the production of pottery since the early 1700s. By the 1730s virtually all hollow wares (mugs, jugs, cups, bowls, and so forth) were being lathe-turned to shape and thin the bodies. The engine-turning lathe further provided the ability to cut regular patterns in the clay bodies to create decorative elements.
City directories for the Staffordshire potteries district of the five towns (now known as Stoke-on-Trent) in the late eighteenth and early nineteenth centuries list numerous lathe makers; however, no individuals are identified as engine lathe makers. We look to Wedgwood’s surviving daybooks and correspondence for a hint of the name of the man who first constructed or adapted an engine-turning lathe that met with Wedgwood’s approval.
The history of the use of engine-turning lathes in the ceramic industry during this period is complicated by the rise in popularity of engine turning as a gentleman’s hobby. A company developed by the Holtzapffel family in late-eighteenth-century London manufactured and sold engine-turning lathes for use by people of means who turned ivory and wood into intricate objects having no particular function other than amusement. The Holtzapffel firm maintained a registry of its lathes, recording the names of purchasers and the dates of their transactions.
In an unpublished history of the company Warren Greene Ogden Jr. lists a number of tantalizing customer names, but unfortunately none has anything to do with the ceramics industry. For example: “Mr. Baddeley bought Number 645 on March 6, 1809,” and on November 9, 1810, a Thomas Wedgwood is listed as purchasing “Number 792, a 5 screw mandrel.” While these are names familiar to students of the Staffordshire pottery industry, in neither case were the customers involved in the manufacture of pottery.[4]
In 1878 the ceramic historian Llewellynn Jewitt wrote of a lathe maker named William Baddeley:
About 1720 William Baddeley (an old name in the district) commenced making brown ware at Eastwood, Hanley [Staffordshire]. About 1740, having invented an engine-lathe, he began to make turned articles in cane and brown ware. He was succeeded in the pottery by his son William Baddeley, his other son, John Baddeley, taking the business of lathe-making, by which he acquired a competancy [sic], and died in 1841, aged 85. This second William Baddeley made many improvements in the ware and attempted both by an imitation of the body of his vitreous wares and by his mark, to palm off some of his goods as Wedgwood’s. His mark was the word “eastwood” impressed on the ware, but he contrived always to have east indistinct and wood clear; thus hoping to catch the unwary by the latter syllable. He died at an advanced age, and the works at Eastwood, having been sold, his son William Baddeley commenced on Queen Street, Hanley, for the manufacture of terra cotta articles, and a large trade was carried on in earthenware knobs for tin and japanned tea and coffee pots.[5]
Warren Ogden apparently had read these words and concluded thus: “It appears that an Eastwood potter by the name of William Baddeley was the person responsible for introducing engine turning to the Staffordshire potters. Apparently John Baddeley was the individual who first equipped the firm of Josiah Wedgwood for Rose Engine work.”[6]
No city directories for the potteries district are known prior to 1781. Several subsequent directories list lathe makers and the Baddeley name is amongst them. Allbuts Directory for the year 1800, for example, lists:
Samuel Allen, machine-maker, Burslem
Thomas Ball, lathe-maker, Burslem
John Baddeley, lathe-maker, Fields, Hanley
William Lees, lathe-maker and white-smith, Lane End[7]
The normally reliable Mr. Jewitt, by the use of one word, has most likely further confused researchers looking for the origin of engine turning in the Staffordshire potteries. By employing the term “engine-lathe,” Jewitt suggests a very early date of 1740 for the introduction of this machine.[8] It is more likely, however, that the “engine-lathe” he refers to is what we now know as a simple turning lathe. Archaeological findings at the Shelton Farm site of John Astbury confirm that turning lathes were in general use prior to the middle of the eighteenth century, yet no evidence, archaeological or otherwise, suggests the use of engine turning in the Staffordshire potteries prior to the late 1760s.[9]
Perhaps more to the point is the following, published in 1829 by Simeon Shaw:
About 1765, Thomas Greatbatch, turner, at Mr. Palmer’s, Hanley, suggested the movements which form the Engine Lathe, to the noted lathe maker, Mr. John Baddeley, of Eastwood; and worked upon it some years afterwards. Mr. Wedgwood offered eighty guineas each for six, provided Mr. B. would not sell any under that price to other persons. This was not accepted; Charles Chatterly had two made, on one of which were turned several ornamental vases, &c. given to the author by his father-in-law, after he had carefully preserved them more than forty years. Mr. W. engaged Mr. Cox, of Birmingham, to make his; and on the first of his productions, worked old James Bourne, at the Bell Works, about 1766; at any rate, before the commencement of erecting the present Etruria.[10]
The Mr. Palmer referred to is presumed to be the potter Humphrey Palmer of the Church Works, Hanley.
Referring to Wedgwood’s own notations, we find that his initial trials, working with a man named John Taylor, a machine-maker from Birmingham, began in 1763.[11] These first attempts were based on the engravings in a French book published in 1701, L’art de tourner by Plumier.[12] The Plumier-based lathe proved to have both limitations and liabilities. It utilized a two-edged, small-diameter barrel cam combining the features of what the two cams of Wedgwood’s later lathe offered. This made it much too difficult to function in ways that were necessary for ceramic production, primarily in that changing patterns other than the small number of patterns on the barrel required the virtual dismantling of the machine. Wedgwood deserves credit for what is essentially a reinvention of Plumier’s original design to facilitate the production of ceramics.
Wedgwood’s most obvious engine-turned products are his jasperwares, but he applied this new technology to his creamwares, canewares, basalts, and red stonewares, too. Based on further correspondence to Bentley, we can infer that real production of his engine-turned wares began about 1767.[13] Following his lead, other potters within the district began similar production shortly thereafter, and in an amazingly short time potters as far away as Bovey Tracey in Devonshire followed suit, probably acquiring machinery from makers in Staffordshire.
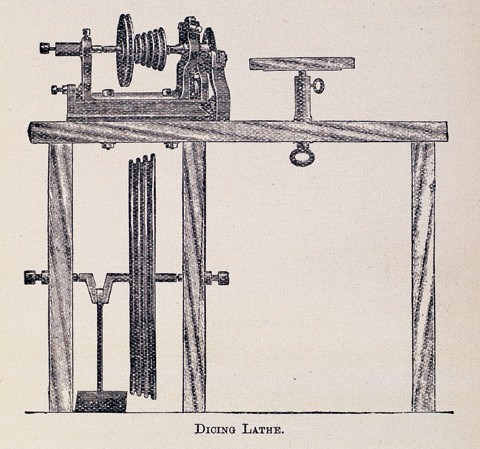
The reference by Warren Ogden to “Rose Engine work” cited previously requires explanation. The type of engine-turning lathe developed and used by Wedgwood is known as a “rose and crown lathe.” The rose refers to the edge cam and the crown to the end cam. It is likely that most engine lathes were made with only the edge cam (also known as a dicing lathe), whereas the larger, more successful potteries employed the more expensive and more complicated rose and crown version.[14]
With all three remaining engine-turning lathes residing in the Wedgwood Museum in Barlaston, one being nineteenth-century and the others twentieth-century copies, it became a matter of conjecture as to just how the original machine worked. Years of speculation made matters more confusing. The only way to understand fully the operation and details of the engine-turning lathe was to build one.
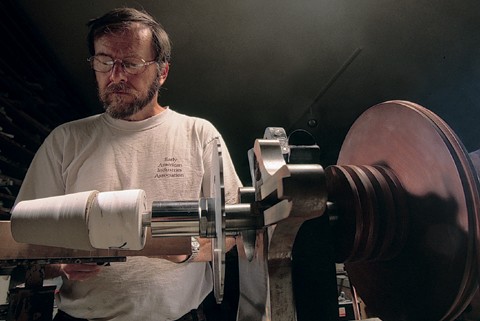
It turns out that two working potters on opposite sides of the Atlantic were at the same point of discovery, each having begun the process of reinvention. Nicholas Mosse of Bennettsbridge, Kilkenny, Ireland, and Donald Carpentier of Eastfield Village, near Albany, New York, had reached similar points in development when they first met in New York City in January 2000. Considerable discussion ensued, with both of the men sharing their hard-won knowledge.
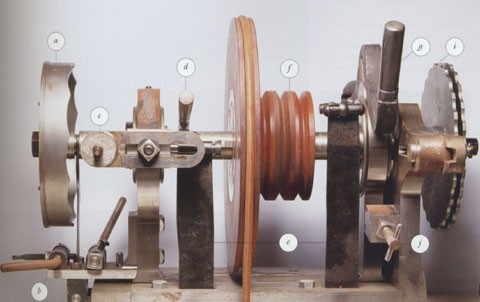
The following explanation of the processes involved is based on the Carpentier lathe. Whereas the eighteenth-century examples were powered by children or women working foot treadles, this lathe runs on electricity. The cutting tools employed on the original machines were handheld or clamped in place; here they are alternately handheld or magnetically held in place. Since Carpentier’s lathe is used to produce pottery for sale, it uses some modern technology to speed production. However, it still closely parallels the original as its function is essentially the same as its eighteenth-century forebears.
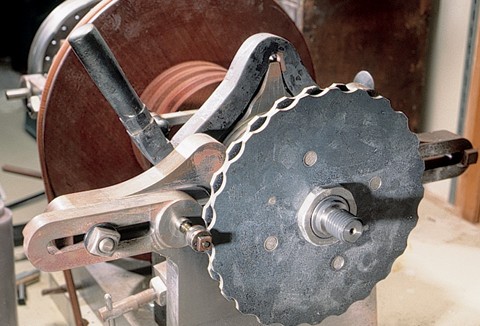
The newly constructed engine-turning lathe uses a steel frame to support a central axle on which can be mounted the crown cam (also known as the end cam), the rose cam (or edge cam), and the chum or mandrel (the plaster or wooden devices to which the pot is affixed). Chums must be custom designed for various forms and sizes of pots. The roses and crowns are also designed to produce different patterns.
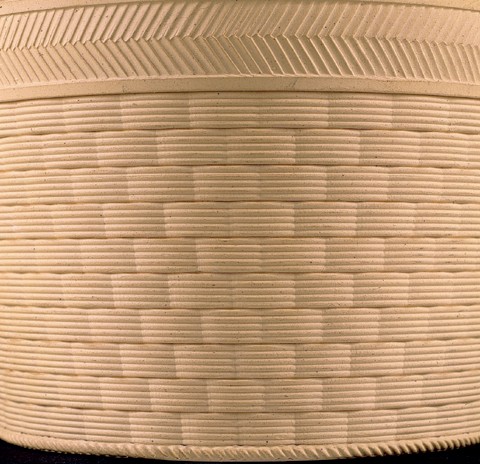
In a typical factory setting, as many as fifty types of these three components could have been used. Patterns may have been further varied by employing various cutting blades, each producing a new pattern when combined with different cams. Another example of the flexibility of the machine involves the placement of the pulley, or tudicle (Wedgwood’s term); when the pulley is in one position, reeding is produced, but when it is reversed, fluting results. Attempts at using both cams simultaneously proved unsuccessful, however, which Wedgwood’s own experiments apparently confirmed.
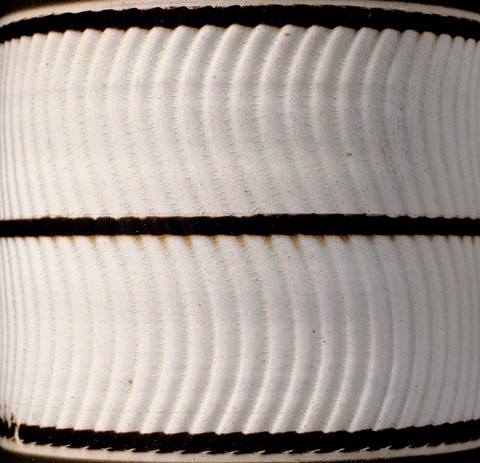
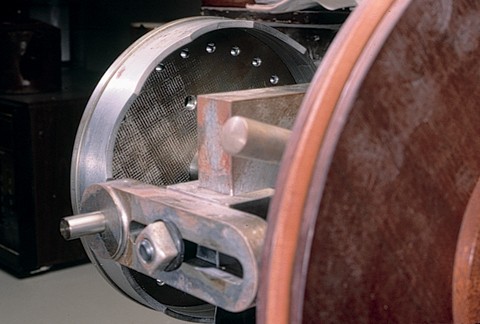
Adjacent to the placement of the mandrel is the rest on which is mounted the cutting blade. The axle has the capacity to move a short distance from end to end (pumping action) when the crown cam is employed. When this action takes place, the blades cut continuously in a pattern, resulting in an up-and-down appearance, either angled or curved, depending on the design of the crown.
When the rose is employed, the blades cut an intermittent pattern, as the entire frame of the lathe is rocked back and forth by the shape of the rose, the rose being followed by a tudicle or follower, which stays in constant contact with the edge of the cam. As the tudicle follows the edge into a recess, the spring-loaded frame and its mounted vessel rock into contact with the blades, causing the blades to dig into the surface of the clay body, and, as the follower rises onto a high point, it pushes the pot away from the cutting blades.
There are two devices built into the design that function as locking clamps, preventing either of the two movements. When the rose is employed, the crown clamp is locked to prevent the end-to-end movement of the axle. When the crown is employed, the main locking arm clamp is engaged to prevent the frame from rocking. Both clamps act in opposition to powerful forged steel springs. The axle’s rotation is controlled by an electric motor running leather belts connected to a broad wooden flywheel. The entire lathe is bolted to a countertop work surface. In rose action practice, the axle rotates at a slow speed, with the unit making a regular clicking noise while it rocks back and forth against the cams as the pot is making and breaking contact with the blades.
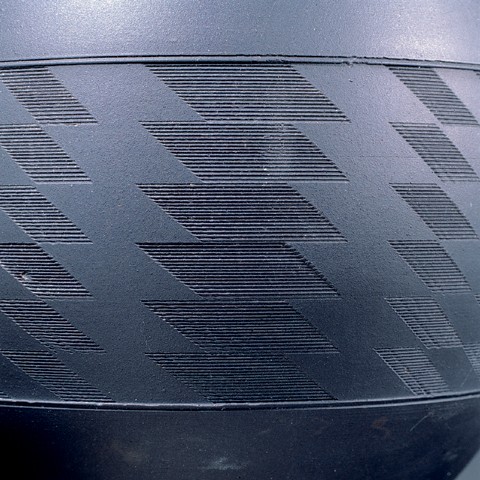
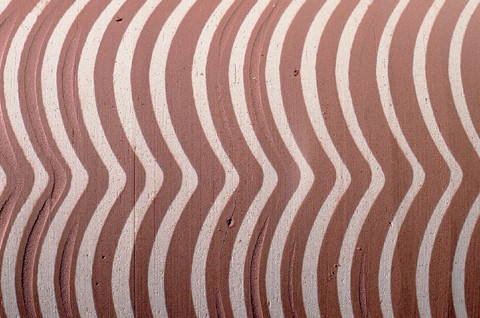
The blades are also custom-made for each pattern and size desired. In general design some are similar to a comb with, for example, six identical, regularly spaced teeth that do the cutting. The patterns produced rely on a play of light and shade for appearance but also have tactile properties.
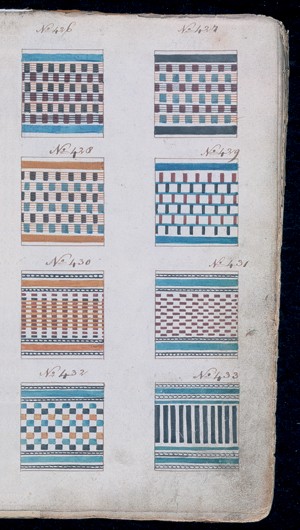
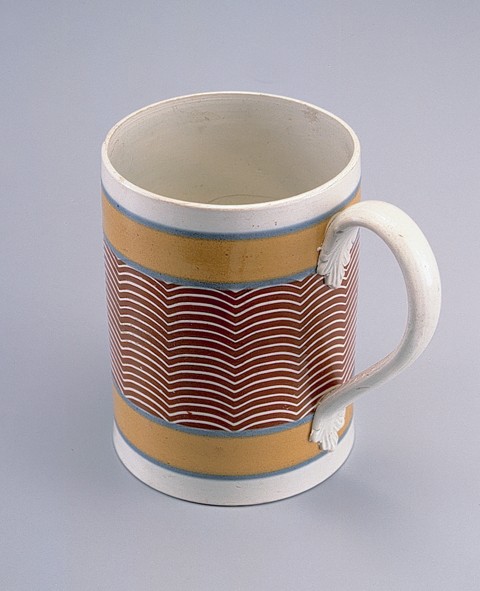
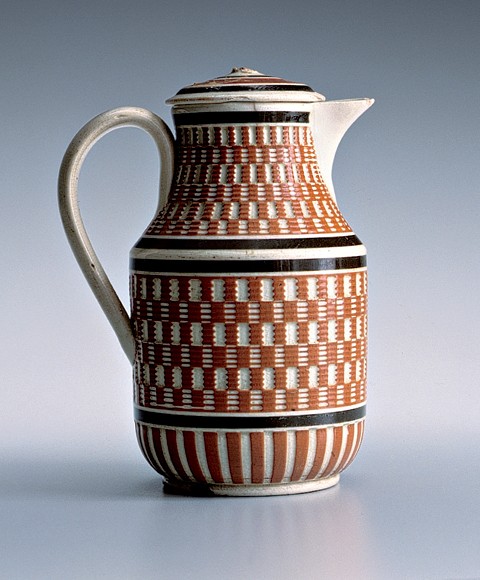
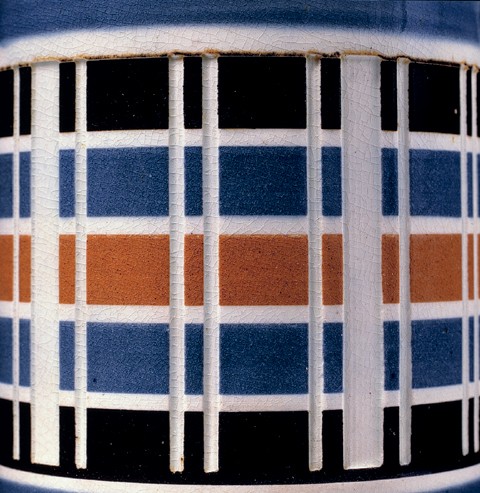
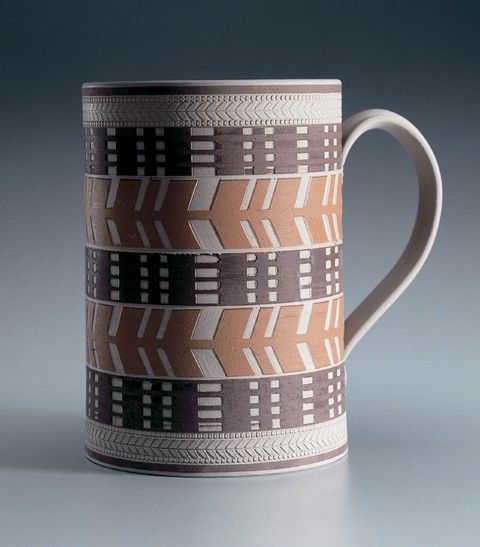
In the case of dipped wares, where contrasting color patterns result, the appearance is greatly enhanced. Wedgwood and a number of his competitors produced colorful geometric patterns on jasperware while, at a generally lower price level, many potteries throughout Great Britain produced engine-turned, slip-decorated utilitarian earthenwares. These products consisted of mugs, jugs, bowls and other functional tablewares with colors and geometric patterns that have a very modern appearance.
Unlike standard dipped or mocha wares, engine-turned items require a great amount of planning.[15] Potters were not able to just throw a random shape on the potter’s wheel and then turn and decorate it on the engine lathe. The potter would have to carefully draw out and plan the size of each curve, cut, and type of ornament. Knives would be cut to fit the exact shape of large sections of the body in order to produce vertical fluting or reeding. The time needed to set up the lathe for each specific operation was considerable, and therefore economy dictated that large numbers of a specific design be made while the lathe was set up.
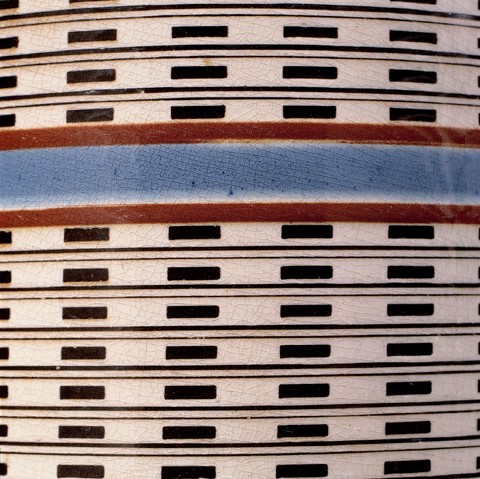
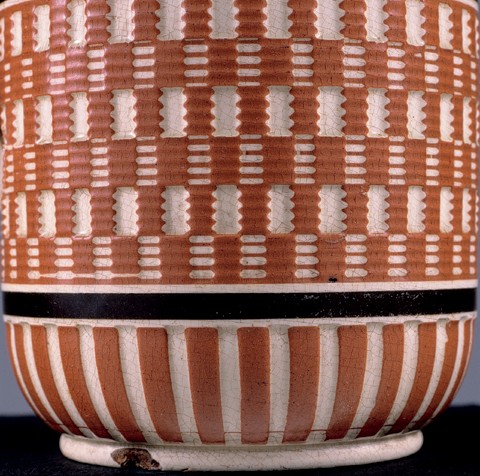
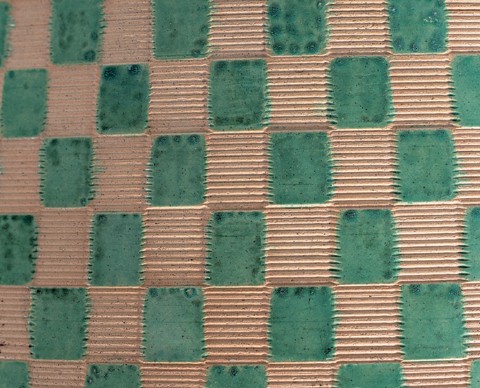
Two basic methods of decoration were employed in producing engine-turned dipped wares. In one, the geometric pattern was cut into the surface of the vessel, which was then dipped or flooded with slip. After the slip had been sufficiently absorbed into the pot body, the excess slip was turned away, leaving the slip remaining only in the created recesses. The other method involved cutting the pattern through a slip coating to reveal the body color in a mechanized version of sgraffito. Layering colors of slip and cutting through one or two layers—rather than through to the body itself—to reveal contrasting colors created more ambitious designs.
The most enduring application of the engine-turning lathe in potteries seems to have been with dipped wares. The more complicated patterns began to fall out of use around 1830, while simple checkered designs may be found on pots made at the very end of the nineteenth century, suggesting continuous production use of this machine at some potteries for more than a century. One late-nineteenth-century pottery making these wares in particular was at Llannelli in Wales. The popularity of these wares is attested to by the later imitations by French and German factories, with existing examples bearing the mark of Villeroy and Boch, Dresden.