Little is recorded about the work spaces, schedules, and organization of labor in eighteenth-century cabinet shops like those of the Townsends and Goddards in Newport, Rhode Island. These factors determined the pace of production in a shop and affected the master’s ability to assure his patrons that orders would be “executed promptly” or in a “timely” fashion. Modern perceptions about historic trades often conjure up images of infinitely patient craftsmen working to the highest standards with no thought given to the time invested. In fact, the term “handcrafted,” which was not used during the eighteenth century, exists more as a contrast to “factory production” than as an accurate description of period work or workmanship. As the objects and documents examined in this article reveal, eighteenth-century tradesmen were extremely concerned with both efficiency and profit.
Although their tastes and financial capability may have varied considerably, local patrons and consumers in distant markets all expected to receive a fair value for their money. The master of a cabinet shop could not simply produce furniture at his leisure and charge whatever price suited him. Most had to compete with other local shops as well as with North American and British imports. During the first half of the eighteenth century, many Newport patrons turned to Boston for chairs and case furniture. Newport merchant Abraham Redwood purchased Boston chairs through his agent Stephen Greenleaf. On May 26, 1749, Greenleaf wrote Redwood: “I . . . have ordered 8 chairs and two roundabouts . . . which will be strong and neat and not high priced.” Newport cabinetmakers clearly controlled a sizable segment of the local market throughout the eighteenth century, but they did not begin to challenge their Boston counterparts in the export trade until the 1740s.[1]
Whether trying to please a budget-minded consumer or a style-conscious patron, the shopmaster had to have the organizational acumen and hand skills to get the job done expeditiously and economically. Making purchases of raw materials, delegating work to journeymen and apprentices, supervising specialized artisans with their own tools, and subcontracting work to outside tradesmen was all part of doing business for a master cabinetmaker. Between 1757 and 1759, Newport cabinetmaker John Cahoone received a total of 243 feet of mahogany and 13 feet of walnut from Captain Joseph Arnold in exchange for a desk and four tables. Arnold probably sold the furniture at a subsequent port of call. Cahoone also employed several journeymen and took apprentices. Although little is known about his subcontracting practices, artisans like Cahoone undoubtedly made and purchased piecework. By coordinating such activities, a Newport shop could produce furniture in the most efficient and profitable manner.[2]
Cooperation among artisans also increased production and cash flow. Like the Townsends and Goddards, many of the furniture makers in Newport were linked through religion, kinship, or trade associations. Job and Christopher Townsend—the patriarchs of the city’s cabinetmaking trade—were Quakers who arrived in Newport in 1707 and probably completed their respective apprenticeships in 1720 and 1722. At least twelve members of their extended clan married into families in which there were joiners. Artisans within this network probably benefited from cooperative arrangements, which may have included buying, sawing, and selling lumber; making specific components; performing specialized tasks such as turning or carving; or producing furniture for export. In short, groups of small shops may have functioned as one large cabinetmaking enterprise when the need arose.[3]
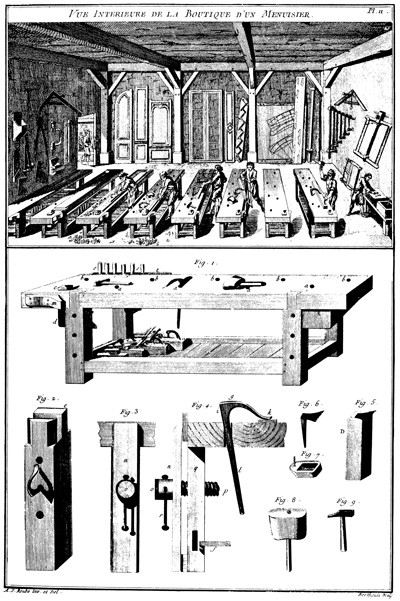
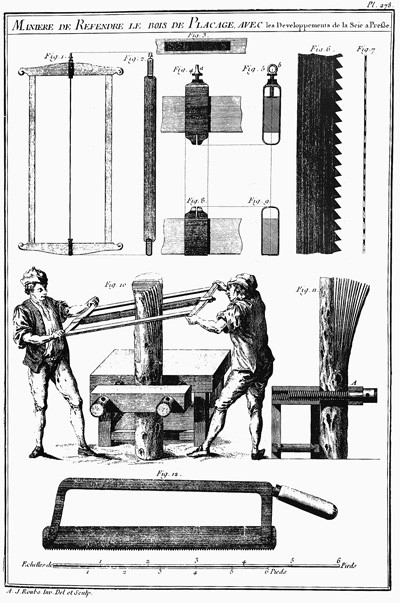
Only a handful of documents pertaining to Newport shops survive, but one can begin to understand their arrangement, composition, and operation by comparing what is known with information on other American and European shops. André-Jacob Roubo’s L’art du menuisier (1770) describes two types of shops that were common in France. One was a rented house suitable for “ebenistes,” all types of furniture makers, and carriage makers, and the other was a building constructed with spaces adequate for doing fine carpentry. Roubo also illustrated a very efficient work space with benches aligned to accommodate the maximum number of workmen. He specified appropriate floor dimensions and proposed that the ceiling should be twelve and a half feet high so that conventional twelve-foot boards could be swung end over end between the benches (fig. 1). According to L’art du menuisier, the typical width of the workbench was eighteen to twenty inches and the space required between benches was thirty-six to forty inches. Eighteenth-century English benches, which were twelve feet long and thirty inches wide, would have required more space.[4]
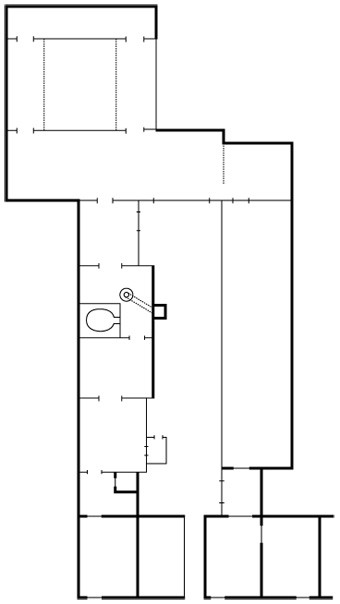
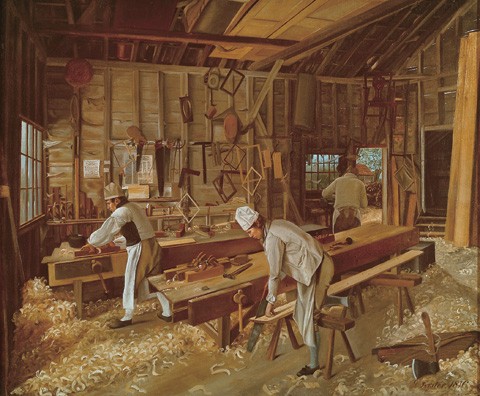
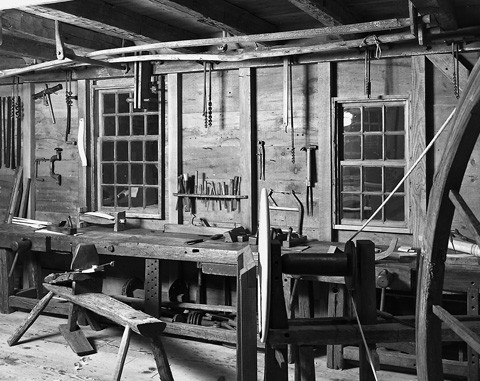
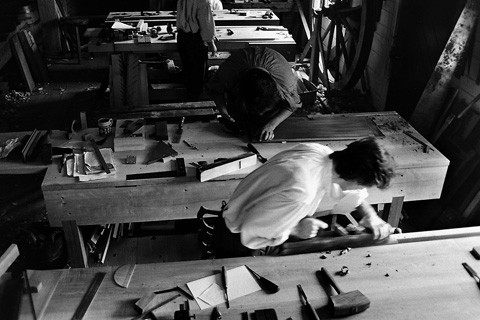
In 1803, the Sun Fire Insurance Company made a floor plan of Thomas Chipppendale’s (1718–1779) shop (fig. 2). His premises included a three-story cabinet shop and additional rooms for storing materials and performing ancillary work such as upholstery. Although the floor plan does not specify separate spaces for gilding and finish work, they probably were present. Both activities required a relatively dust-free environment. Chippendale’s competitor, William Linnell (ca. 1703–1763), may have had an even larger shop. A 1763 inventory of his business describes a shop with forty to fifty tradesmen segregated into specialized work spaces such as the joiner’s shop, the chairmaker’s room, the glazier’s room, and the carver’s room. No eighteenth-century paintings that depict the interior of an urban British cabinetmaking shop are known; however, a few genre paintings of early nineteenth-century rural shops do exist (figs. 3, 4). These typically show a few workmen laboring at benches amid a clutter of wood shavings, tools, and remnants of furniture and architectural projects.[5]
Most of the shops in eighteenth-century Newport would have been much closer to this rural model in size and scale of operations. Christopher Townsend’s shop (fig. 5) measured twelve by twenty-four feet, and that of Newport joiner Constant Bailey was sixteen by twenty-two feet and a story and a half high. Bailey’s shop had three workbenches in 1782.[6]
The Dominy family shop of Long Island (fig. 6) was comparable in size to the smaller Newport businesses. Three generations of that family worked in their East Hampton shop from about 1760 to 1840, and their projects and products reflect their rural surroundings. Photos and floor plans taken from the original building before the house was destroyed and the shop altered during a move in 1946 reveal that the shop was 22' 6" by 14' 8 1/2", with two workbenches against the long walls.[7]
Virginia cabinetmaker Anthony Hay established a somewhat larger shop in Williamsburg during the early 1750s (fig. 7). In 1960, archaeologists for the Colonial Williamsburg Foundation uncovered the brick foundation and remnants of a two-story chimney. The reconstructed building has the same dimensions as the original, although the window and door placements and interior arrangement are conjectural. The workroom was twenty-four by thirty-two feet and there was an additional wing measuring twelve by thirty-two feet. Hay’s shop was approximately the same size as that of Richmond, Virginia, cabinetmaker John Clark. In a February 16, 1776, advertisement in the Virginia Gazette, Clark described his shop as being comprised of two rooms totaling twenty-four by thirty-two feet, with “benches and tools sufficient to employ six Hands.” This description suggests that Hay’s shop could handle up to six workmen as well.[8]
Although the exact size of Hay’s workforce is not known, Printing Office accounts for 1764 and 1765 reveal that three men from his shop—Benjamin Bucktrout, Edmund Dickinson, and a slave named Wiltshire—picked up supplies. At his death in 1770, Hay’s property included a slave described as “a very good Cabinet Maker.” London-trained cabinetmaker Benjamin Bucktrout probably served as a journeyman under Hay. The former became master of the shop when Hay purchased the Raleigh Tavern in late 1766. Bucktrout’s successor, Edmund Dickinson, may have apprenticed with Hay. The furniture produced during Dickinson’s tenure displays strong ties with earlier work associated with both Hay and Bucktrout. Newspaper notices and material evidence also document the presence in Williamsburg of London carver James Wilson. In 1755, Wilson advertised that he could be reached at Mr. Hay’s shop.[9]
John Cahoone’s Newport shop may have been about the same size as Anthony Hay’s. The dimensions of Cahoone’s work space are not known, but between 1750 and 1759, he employed a total of seven journeymen. Wages paid in cash, goods, and orders indicate that three men worked simultaneously each year. Although Cahoone probably trained several artisans, only one has been identified. In 1755, Samuel Slocum, “Infant & Apprentice” began serving his term. Assuming that he completed his term, Cahoone had at least four artisans working for him at any given time.[10]
One of the largest colonial shops for which records survive was that of Charleston cabinetmaker Thomas Elfe (1719–1775). His daybook, which spans the years 1768 to 1775, documents many aspects of his operation including purchases of raw materials, production of custom-ordered furniture, and repairs. In the period covered by the daybook, Elfe’s shop sold more than sixteen hundred case pieces, beds, tables, chairs, and other assorted forms. Presumably, most of these objects were made in his shop rather than being retailed imports. Although Elfe’s daybook does not specify the time it took to make individual forms, it does reveal that he owned at least five slave artisans and subcontracted work to cabinetmakers such as Martin Pfeninger. Given the scope and success of his business endeavors, it is likely that Elfe did little if any benchwork. Most master cabinetmakers of his stature concentrated on managing their workforce and marketing their products.[11]
John Cahoone’s situation may have been similar to Elfe’s. Although Cahoone’s shop was probably smaller than that of his Charleston counterpart, the former was much more active in manufacturing furniture for export—a pursuit that required him to work closely with ship captains, merchants, creditors, and entrepreneurs in Newport and other colonial ports. Cahoone’s account book indicates that he made and crated furniture for several prominent individuals engaged in the venture cargo trade. These men included Daniel Ayrault, Daniel Fourtane, George Gibbs, Jonathan Nichols, Isaac Steele, and Philip Wilkinson. In 1751, Steele purchased three cedar desks and four tables from Cahoone. Three years later, Cahoone billed Newport ship captain Elnathan Hammond for “a Cedar Desk & casing Ditto.” As furniture historian Jeanne Vibert Sloane has shown, Cahoone received approximately 34 percent of his income from furniture made for export and approximately 20 percent from furniture made for the local market. To maximize his profits, Cahoone also entered into agreements with other tradesmen to charter vessels for venture cargo and limited his production to cabinetmaking. Like many Newport cabinetmakers, Cahoone did not make seating furniture because it was virtually impossible to compete with Boston’s immense chairmaking industry. He also concentrated on producing tables and desks, primarily because of the demand for these forms in southern ports.[12]
Estimate books, cash books, and ledgers maintained by the Gillow family of Lancaster, England, provide unparalleled documentation of the day-to-day workings of an eighteenth-century cabinet shop. The firm, which was established by Robert Gillow (1704–1772), has been in operation from the 1730s to the present. His sons, Richard and Robert, became partners in 1757 and 1769, respectively. Richard apparently managed the Lancaster shop, and Robert managed the firm’s London branch.[13]
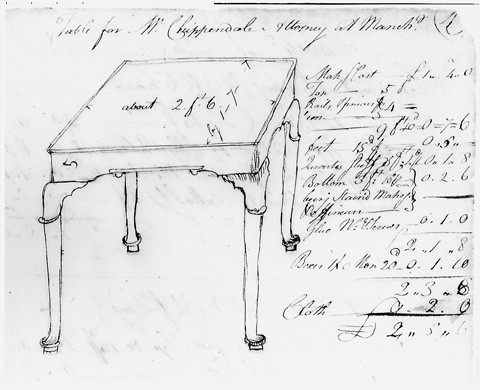
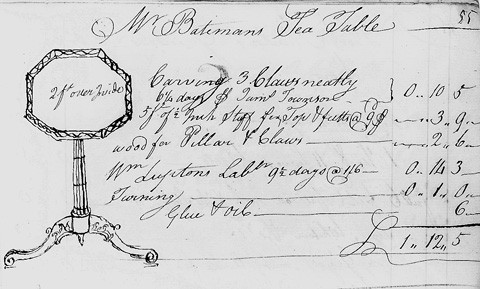
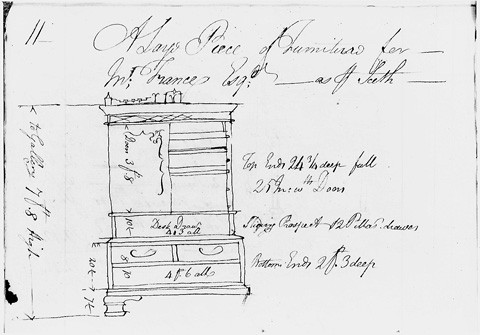
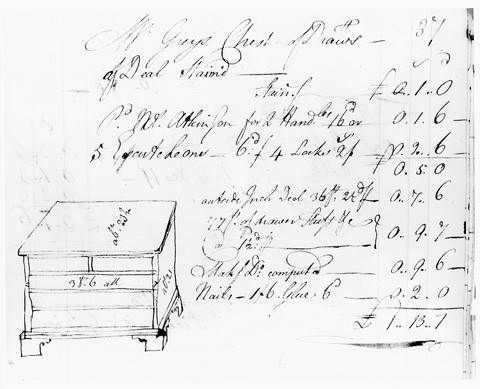
The estimate books are particularly instructive because they describe the objects commissioned by different patrons, record projects undertaken by the firm, and provide valuable insights into the time invested in various aspects of cabinetmaking. Although there are no surviving pieces that can be matched with a specific reference in the firm’s records, a few entries have sketches of the objects (figs. 8-10). The 1766 estimate book contains a sketch of a large clothespress made for Mr. France, Esq. (fig. 10), and notes that five joiners completed the case with a combined labor expenditure of ten weeks and two days (see appendix A). The carving shown on the cornice and in the corners of the doors was not included in the total.[14]
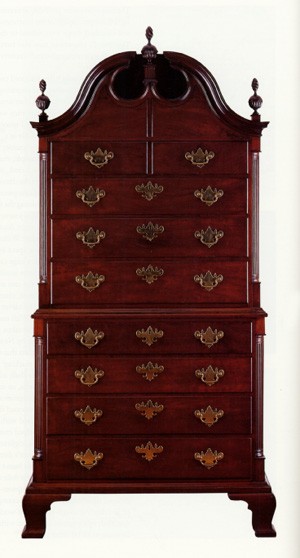
The Newport chest-on-chest illustrated in figure 11 would have taken about the same amount of time, assuming that the drawers in Mr. France’s press had dovetailed frames. The additional labor required to make the ogee head and finished drawers of the upper case of the Newport chest would have been offset by the elaborately shaped door frames and more refined case construction of the press. Although Newport furniture typically has beautifully finished exterior surfaces and precisely cut dovetails and mortise-and-tenon joints, many pieces produced in that city display cost-cutting features such as nailed-in drawer runners rather than dustboards. In general, the structure of Newport case furniture is less sophisticated than that produced in most urban centers in Britain, the Middle Atlantic region, and the South.[15]
According to Robert Campbell’s The London Tradesman (1747), eighteenth-century cabinetmakers worked six days a week and twelve hours a day. This observation is reinforced by several entries in the Gillow account books, which calculate the workmen’s time in days and hours. Since the highest hourly total listed was eleven, it implies that a twelve-hour day was typical in the Gillow shop as well. Using this standard, the total number of hours invested in Mr. France’s clothespress (fig. 10) would have been 744. Newport artisans probably maintained work schedules similar to their English counterparts. If not, it would have been difficult for them to sell their products at prices competitive with British exports.[16]
Although the Gillow shop took over ten weeks to produce Mr. France’s press, it could have been completed in much less time. The estimate books indicate that the Gillow firm typically employed about fifteen workmen at any given time. The shop had the potential of investing more than one thousand hours on a project weekly, but such a singular task would not have been the best use of the man hours available. It was more efficient and economical to assign tasks to artisans based on their experience and skill.
The distribution of labor in Newport shops undoubtedly followed a similar pattern, but with less specialization among the tradesmen. In 1774, John Townsend’s household included ten individuals. Five were members of his immediate family, two were white males over sixteen, and three were slaves. The two males were probably apprentices and kin. Evidence suggests that a significant percentage of the journeymen and apprentices in the Townsend and Goddard shops were related to their masters. The three slaves listed in Townsend’s household may also have been tradesmen. As Thomas Elfe’s daybook indicates, eighteenth-century shop masters occasionally made use of slave labor.[17]
Townsend would have delegated tasks such as running errands, cleaning the shop, sawing lumber, and preparing stock to his less experienced apprentices. As their skills improved, they would take on increasingly more difficult jobs. By the end of their term, they would be able to dovetail drawers and carcasses, cut and fit mortise-and-tenon joints, plane moldings, and perform other tasks, though not as quickly as a seasoned journeyman. In larger shops such as John Cahoone’s, some journeymen specialized in production of certain forms. Job Clark, for example, made eight desks in one year. Cahoone paid Clark £12 for making each desk, and he sold them for £36.[18]
No records that document the distribution of labor and time invested in making a surviving Newport case piece are known, but it is possible to speculate on such issues by examining the Gillow firm’s records and contemporary Newport furniture. Gillow journeyman William Lupton received 1s 6d per day for four weeks and three days of labor expended on Mr. France’s press (fig. 10), and his associate William Taylor received 1s 9d per day for four weeks of work. The time spent by these two workmen accounted for the majority of the work. For a large case piece, such as the clothespress, the most labor-intensive procedures would have been dimensioning the stock and cutting the dovetails for the case and drawers. Determining the carver’s labor charges is more speculative, since an allowance has to be made for the cost of materials involved. The carver received 6s for eight carved corners and 6s 9d for the carved top. With mahogany costing approximately 15d a board foot, his work must have taken 2 1/2 to 3 days.[19]
An examination of furniture by Newport tradesmen such as John Townsend and John Goddard suggests that tradesmen in their shops were meticulous about preparing and marking their stock. Many case pieces have boards with one- or two-letter chalk inscriptions, which probably designate either the stock's face, thickness, or intended use. On occasion, Newport shops also used numerical designations to guide the assembly of drawer frames and the mortise-and-tenoned frames of tables and bedsteads. These methodical procedures, coupled with the use of patterns, gigs, and geometrically laid out designs, helped ensure uniformity and efficiency.
As with modern businesses, eighteenth-century shops were hierarchical organizations. Under the master’s direction were journeymen and apprentices whose status and pay were based on skill and seniority. The salaries of the five cabinetmakers—William Askew, Jonathan Sergeant, Joseph Foster, William Taylor, and William Lupton—who worked on Mr. France’s press differed significantly. Askew, for example, received an unusually high salary of 2s a day. Although the type of work he did on Mr. France’s press is not specified, other entries credit him with making “Cornices” and performing intricate work on other projects.[20]
John Goddard probably attained a position similar to Askew’s while working in Job Townsend’s shop. Goddard began serving his apprenticeship with Townsend about 1738 and married his master’s daughter Hannah eight years later. It is doubtful that Townsend would have approved of their union had Goddard not advanced in the shop and developed skills sufficient to establish his own business. Similar parallels can also be observed in the life and career of John Townsend, who served his apprenticeship with Job’s brother, Christopher.[21]
As the aforementioned apprenticeships and marriage suggest, many Newport cabinet shops were interrelated—particularly those with Quaker masters. Evidence suggests that some shops may have worked in tandem on particular projects. The correspondence between Job and Christopher Townsend and their patrons reveals that both artisans were aware of each other’s work, clients, and prices for particular forms. Given these connections, it is likely that the Townsends farmed out work to each other and to members of their extended family. Job Townsend, Jr., clearly did work for his brother Edward, and in 1767 they collaborated on a “Large Mahogany Desk” for Nicholas Anderrese.[22]
The practice of making and selling piecework was well established in the cabinet trades, both in Newport and abroad. Debit entries in the Gillow accounts record numerous charges to William Taylor for materials as well as work. By contrast, other joiners only received payments for labor. This evidence implies that Taylor was not an employee of Gillow but rather worked for the firm on a piecework basis. The clothespress was the only large case piece Taylor worked on for the firm. The majority of his production consisted of tea trays, tea tables, firescreens, bed parts, chairs, and chair elbows (arms).[23]
As furniture historian Luke Beckerdite suggests, Newport high chests and dressing tables were perfectly suited for piecework because their cabriole legs could easily be made to fit virtually any case with a few simple saw cuts. Although rare, documentation of this practice exists. In 1759, Newport cabinetmaker William Barker charged Benjamin Hunt £1.5 for “1 set legs,” and on numerous occasions in 1774 Joseph Martin paid £1.2 for sets of legs.[24]
Even with records as extensive as the Gillows’s, it is impossible to determine precisely how much time was consumed by individual steps in the furniture-making process. Using a modern artisan’s productivity, such as that performed by cabinetmakers working in the reconstructed Anthony Hay shop at Colonial Williamsburg, may not be completely revealing either. Few modern tradesmen can match the efficiency and speed of their eighteenth-century counterparts, who honed their skills through years of apprenticeship, practice, and repetition in a strictly regimented shop environment.
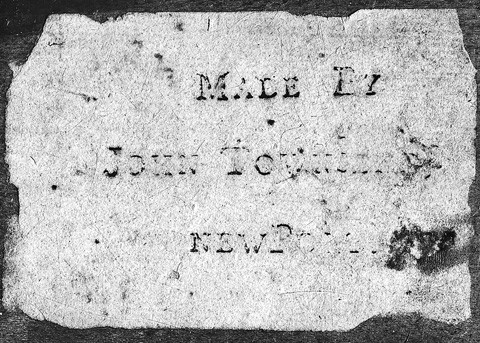
It is possible, however, to make certain basic generalizations about the productivity of eighteenth-century artisans by examining the physical evidence on objects like the Newport chest of drawers shown in figure 12. This piece, which is dated 1794 and bears the label of John Townsend (fig. 13), is relatively late for a blockfront form with shell carving. At the time of its production, Townsend had been working in the cabinetmaking trade for at least forty-two years.[25]
The time estimates that follow are based on the experiences of tradesmen who work in the reconstructed Hay shop under the direction of the author. These artisans endeavor to recreate and interpret an eighteenth-century shop environment, although minus the rum drinking. They also study period forms, like the Townsend chest, to replicate the procedures and construction techniques of original makers and to understand how eighteenth-century cabinetmakers plied their trade.
A time-based analysis of the construction of the Townsend chest should begin with the preparation of the rough sawn lumber—one of the most basic procedures in the cabinetmaking process. Joseph Moxon’s Mechanick Exercises (1678) notes:
If your Wood be soft, and your Stuff free and frowy, that is, evenly temper’d all the way, you may set the Iron to take a shaving off the thickness of an old coined Shilling, but scarce thicker; whereas if your Stuff be hard or curling, or knotty, you shall scarce be able to take a shaving off the thickness of an old Groat. . . . And observe this as a General Rule, that the Iron of the Fore-Plane is, for the first working with it, to be set as rank as you can make good work with; and that for speed sake.[26]
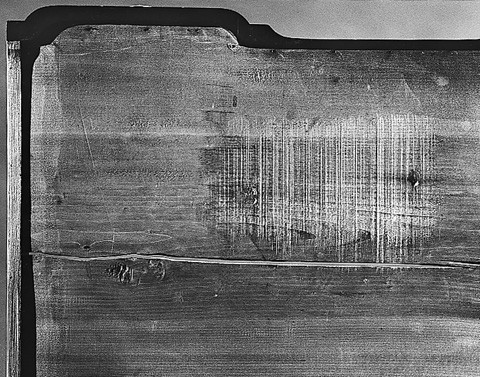
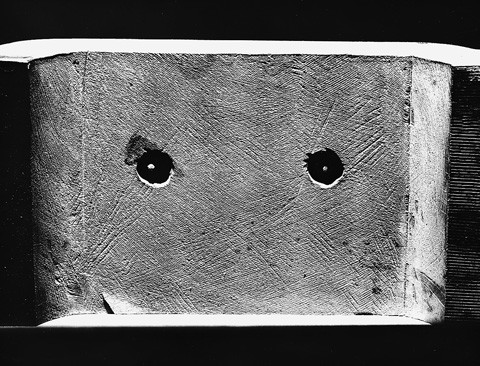
The workmen who produced the Townsend chest apparently shared Moxon’s attitude toward speedy production. The drawer bottoms and inner surfaces of the drawer fronts have saw kerfs and concave hollows left from a fore plane (fig. 14).
The amount of time required to flatten and smooth rough-sawn boards varies depending on the density and evenness of the grain. Based on the experience of the Hay shop craftsmen, one hour per square foot of plank, trued and planed to the desired thickness, would be a reasonable average for preparing stock. Since the chest contains approximately sixty square feet of flat wood surface, approximately sixty hours of work would have been needed to prepare these boards.
Sawing is a better approach if more than 1/4" of surface must be removed from the rough stock (fig. 15). Two men, using a frame saw at the Hay shop have sawn nearly three feet of length and more than twenty inches of width in 11/4 hours for a total of five square feet. It would take approximately nine square feet of resawn tulip poplar to make the drawer bottoms, which are eighteen inches deep and nearly thirty inches wide, and about 7 1/2 square feet to make the backboards. Resawing all of this wood—a total of 16 1/2 square feet—would take 4 1/8 hours, or fifteen minutes per square foot.
Cutting the dovetails would be the second most labor-intensive step in the construction of the Townsend chest. The dovetails of the case are fairly large and could be cut and joined in about twelve hours, whereas those of the drawers are finer (fig. 16) and would require about twenty-four hours. The total labor for all the dovetailing would be approximately thirty-six hours, or three eighteenth-century work days.
The drawer bottoms of the Townsend chest are simply nailed to the bottom edges of the drawer sides, backs, and fronts. This was the most expedient and economical method of attachment. Sliding the bottom into a dado and securing it with glue blocks or blocking the bottom in an open rabbet would have been a sturdier and more resilient method of construction, but either structure would have been more time consuming than that used by Townsend. Fastening all the drawer bottoms using his approach would require no more than six hours, or a half day.
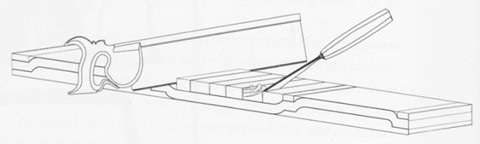
Townsend’s shop cut the convex and concave drawer fronts and drawer blades from 17/8" stock. The most efficient technique for producing the rough profiles of the blocking would involve making saw cuts on either side of each area where wood has to be removed, then splitting off the excess with a chisel and mallet (fig. 17). Townsend’s workmen undoubtedly used this technique, but they removed the kerfs during the final stages of shaping. The inner surfaces of the drawer fronts have marks from a toothing plane, a gouge, and a coarse file (fig. 18). Although planes, gouges and files would have been used to shape the blocking on the façade, the workmen cleaned up the surface with cabinet scrapers. Using the aforementioned techniques, one tradesman could cut, shape, and finish all of the drawers on the chest in eighteen hours, or a day and a half.
The drawer blades could be clamped together and shaped in the same basic manner. A tradesman in Townsend’s shop probably used a screw bead to mold the edges and a hand router to remove the ground between the beading. Shaping and trimming the drawer blades and their top and bottom faces would take about three hours a piece. Cutting the dovetails for the drawer blades and fitting them into the carcass would require no more than an hour each. The total for making the drawer blades and attaching them to the main case would be fifteen hours. Because the drawer supports inside the chest are simply nailed to the sides, the time required to attach them would be negligible.
The tradesmen in Townsend’s shop used approximately one square foot of wood for each foot on the chest (fig. 19). Blocks glued to the bottom of the case helped support and align the feet. Once the feet were positioned and their miters adjusted, the workmen could finish shaping the faces and carve their lower scrolls. Material preparation would take about four hours; sculpting the faces would consume an equal amount of time; and about an hour would be required for assembly. A total of thirty-two hours, or 2 2/3 eighteenth-century work days would be sufficient for all this work.
Carving the convex and concave shells would have been the most time consuming decorative process. Although eighteenth-century artisans clearly executed much of their work by “eye,” most of the shell carving on Newport furniture appears to be pattern-derived. This is true of the convex shells on the Townsend chest, both of which are applied and measure approximately 10 1/4" wide (fig. 20).
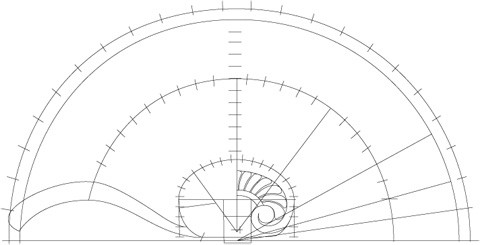
Newport carvers clearly had patterns for shells of different sizes. A straight edge and compass were the only tools required to produce these designs. The straight edge established the base and center lines, and compass arcs delineated the perimeter of each shell, the termination point of the concave lobes, the high point of the shell, the twenty-three shell segments (in two locations), and the perimeter of the interior design (fig. 21). Eighteenth-century carvers typically made patterns that conformed to their gouges, chisels, parting tools, and work habits, because the amount of time required to carve a design was greatly reduced when an artisan’s design and tools were in sync.
Reproducing a convex shell required about eight hours for the basic modeling and eight hours for the finish work; however, a tradesman who carved such shells repeatedly throughout his career may have been able to perform the work in half that time or less. Unlike most eighteenth-century carvers of leafage and detail, Newport artisans evidently finished much of their sculptural work with abrasive powders, sandpaper, or sharkskins. The concave shell, which would have required less time to carve, has an incredibly smooth surface that would have been difficult to achieve with fine files or a scraper (fig. 22). Using the aforementioned estimates, it is likely that the carving on the Townsend chest took two to four days to complete.
The final step in making the chest was to apply finish coats of oil, varnish, or a combination of the two. This process could extend over several weeks, since each coat must be allowed to dry before another is applied. The actual application of individual coats might involve only a couple of hours per coat. Eight to ten coats of linseed oil, one of the most common eighteenth-century finishes, might involve as much as twenty hours.
A generous estimate for the time required to reproduce the Townsend chest in the Hay shop would be just over 260 hours; however, it is clear that Newport tradesmen were able to make such forms in less time. Artisans who made the same forms and performed the same tasks in a strictly regimented shop environment over a long period of time were exceedingly fast. The Gillow shop, for example, was capable of making a simple chest (fig. 23) in sixty-six hours.
Nevertheless, by reproducing and studying the historical context of objects such as the Townsend chest, one can begin to understand the inner workings of eighteenth-century cabinet shops. These shops were businesses run for profit rather than “studios” occupied by craftspeople creating “art furniture.” The livelihood of eighteenth-century tradesmen depended upon their ability to produce furniture quickly and efficiently; however, their training and work experience enabled them to produce objects that, in many instances, are structural and aesthetic masterworks.